

生產中經常會遇到數控機床加工精度異常的故障。此類故障隱蔽性強、診斷難度大。導致此類故障的原因主要有以下方面:
1)機床進給單位被改動或變化
2)機床各軸的零點偏置(NULLOFFSET)異常
3)軸向的反向間隙(BACKLASH)異常
4)電機運行狀態異常,即電氣及控制部分故障
5)此外,加工程序的編制、刀具的選擇及人為因素,也可能導致加工精度異常。
1、系統參數發生變化或改動
系統參數主要包括機床進給單位、零點偏置、反向間隙等等。例如SIEMENS、FANUC數控系統,其進給單位有公制和英制兩種。選擇品質機床附件認准鈦浩機械,機床修理過程中某些處理,常常影響到零點偏置和間隙的變化,故障處理完畢應作適時地調整和修改;另一方面,由於機械磨損嚴重或連結鬆動也可能造成參數實測值的變化,需對參數做相應的修改才能滿足機床加工精度的要求。
2、機械故障導致的加工精度異常
一台THM6350臥式加工中心,採用FANUC0i-MA數控系統。一次在銑削汽輪機葉片的過程中,突然發現Z軸進給異常,造成至少1mm的切削誤差量(Z向過切)。調查中到:故障是突然發生的。機床在點動、MDI操作方式下各軸運行正常,且回參考點正常;無任何報警提示,電氣控制部分硬故障的可能性排除。分析認為,主要應對以下幾方面逐一進行檢查。
(1)檢查機床精度異常時正運行的加工程序段,特別是刀具長度補償、加工坐標系(G54~G59)的校對及計算。
(2)在點動方式下,反復運動Z軸,經過視、觸、聽對其運動狀態診斷,發現Z向運動聲音異常,特別是快速點動,噪聲更加明顯。由此判斷,機械方面可能存在隱患。
(3)檢查機床Z軸精度。用手脈發生器移動Z軸,(將手脈倍率定為1×100的擋位,即每變化一步,電機進給0.1mm),配合百分錶觀察Z軸的運動情況。在單向運動精度保持正常後作為起始點的正向運動,手脈每變化一步,機床Z軸運動的實際距離d=d1=d2=d3…=0.1mm,說明電機運行良好,定位精度良好。
而返回機床實際運動位移的變化上,可以分為四個階段:
①機床運動距離d1>d=0.1mm(斜率大於1);
②表現出為d=0.1mm>;d2>d3(斜率小於1);
③機床機構實際未移動,表現出最標準的反向間隙;
④機床運動距離與手脈給定值相等(斜率等於1),恢復到機床的正常運動。
無論怎樣對反向間隙(參數1851)進行補償,其表現出的特徵是:除第③階段能夠補償外,其他各段變化仍然存在,特別是第①階段嚴重影響到機床的加工精度。補償中發現,間隙補償越大,第①段的移動距離也越大。
分析上述檢查,數控技工培訓認為存在幾點可能原因:一是電機有異常;二是機械方面有故障;三是存在一定的間隙。選擇品質機床附件認准鈦浩,為了進一步診斷故障,將電機和絲槓完全脫開,分別對電機和機械部分進行檢查。電機運行正常;在對機械部分診斷中發現,用手盤動絲槓時,返回運動初始有非常明顯的空缺感。而正常情況下,應能感覺到軸承有序而平滑的移動。經拆檢發現其軸承確已受損,且有一顆滾珠脫落。更換後機床恢復正常。
3、機床電氣參數未優化電機運行異常

一台數控立式銑床,配置FANUC0-MJ數控系統。在加工過程中,發現X軸精度異常。檢查發現X軸存在一定間隙,且電機啟動時存在不穩定現象。用手觸摸X軸電機時感覺電機抖動比較嚴重,啟停時不太明顯,JOG方式下較明顯。
分析認為,故障原因有兩點,一是機械反向間隙較大;二是X軸電機工作異常。利用FANUC系統的參數功能,對電機進行調試。首先對存在的間隙進行了補償;調整伺服增益參數及N脈衝抑制功能參數,X軸電機的抖動消除,機床加工精度恢復正常。
4、機床位置環異常或控制邏輯不妥
一台TH61140鏜銑床加工中心,數控系統為FANUC18i,全閉環控制方式。加工過程中,發現該機床Y軸精度異常,精度誤差最小在0.006mm左右,大誤差可達到1.400mm.檢查中,機床已經按照要求設置了G54工件坐標系。在MDI方式下,以G54坐標系運行一段程序即“G90G54Y80F100;M30;”,待機床運行結束後顯示器上顯示的機械坐標值為“-1046.605”,記錄下該值。然後在手動方式下,將機床Y軸點動到其他任意位置,再次在MDI方式下執行上面的語句,待機床停止後,發現此時機床機械坐標數顯值為“-1046.992”,同一次執行後的數顯示值相比相差了0.387mm。按照同樣的方法,將Y軸點動到不同的位置,反复執行該語句,數顯的示值不定。用百分錶對Y軸進行檢測,發現機械位置實際誤差同數顯顯示出的誤差基本一致,從而認為故障原因為Y軸重複定位誤差過大。對Y軸的反向間隙及定位精度進行仔細檢查,重新作補償,均無效果。因此懷疑光柵尺及系統參數等有問題,但為什麼產生如此大的誤差,卻未出現相應的報警信息呢?進一步檢查發現,該軸為垂直方向的軸,當Y軸鬆開時,主軸箱向下掉,造成了超差。
上海嘉台數控機床有限公司,15年專注CNC數控車床研發、生產、銷售於一體,一直堅持以創新為理念,專業為導向,高端配置為標準,做高端品牌數控機床。嘉台數控機床,引進國外進口機床先進的設計和製造技術,憑藉上海工業製造的優良傳統和現代信息技術,結合自身豐富的生產製造經驗,與台灣合作生產多功能型數控車床,嘉台機床在功能、性能、可靠性、耐用性、成套型方面已經達到較高水平,可整體提高生產效率,深受廣大用戶好評。
公司擁有按專業化格局組建的現代化零件加工、機床裝配,工藝手段、裝備實力處於國內同行業較高水平。是集設計、開發製造、人才於一體的數控機床專業化製造公司。在全體員工積極開拓、努力創新下,我公司的機床產品日益體現出“高強度、高精度、高效率,高配置”的特點,具備較高的投資性價比;公司設有完善的技術研發和售前、售後服務中心,能為客戶提供產品開發、設計、製造、培訓,調試、售後服務一條龍優質服務,機床的真正價值將會在使用中充分體現,使您獲得高性價比的投資效果。
嘉台CK系列數控車床:CK36、CK40、CK50、CK66、CK80數控車床(四工位刀架加排刀可選配)、JT-36A、JT36S升級款、JT-50A數控車床是嘉台自主開發的高精度、高性能型,選用動力刀塔時,每一刀塔可提供12支動力刀具(動力頭為選配件)。產品每一款都是嘉台精心打造,高性能、通用性強的數控車床;可實現主軸提速快,整體提高機床生產效率;主要用於軸類、盤類零件的精加工和半精加工,可以加工內、外圓柱表面、錐面、車削螺紋、鏜孔、鉸孔以及各種曲線迴轉體。主軸為伺服主軸,低速主軸力矩大,適用於儀器儀表、輕工、機械、電子醫療器械及航空航天等行業的各種迴轉體零件的大批量高效率加工。
嘉台JT高精密斜導軌系列數控車床: JT-30、JT-32、JT-36(排刀/刀塔可選)、JT-40、JT-50精密斜導軌車床是嘉台自主開發的高精度、高性能型斜床身。機床採用六鑫8或10工位刀架、刀夾、動力頭等,刀架轉位時間短、精度高、性能穩定可靠;高轉速可達4000revmin,適用於儀器儀表、電子工程、醫療器械、航空航天、汽車零件、紡織等行業的各種高精度、複雜的中、小型迴轉體零件的大批量高效率加工。
嘉台JT車銑複合機床系列:JT36A、JT50A車銑複合機床是自主研發生產的一種高性能、通用性強的車銑複合機床;實現主軸提速快,整體提高機床生產效率。機床採用六鑫8工位刀架或排刀(X軸行程加大),主軸帶液壓剎車裝置,加裝二(三)軸徑向或軸向伺服動力頭,可實現主軸360度定位,具有側端面鑽、攻、銑功能,可一次裝夾完成較複雜的零件加工,刀架轉位時間短、精度高、性能穩定可靠。適用於儀器儀表、電子工程、醫療器械、航空航天、汽車零件、紡織等行業的各種高精度、複雜的中、小型迴轉體零件的大批量高效率加工。

 超級複合加工中心
超級複合加工中心 5軸數控加工中心
5軸數控加工中心 複合加工中心
複合加工中心 數控車床
數控車床 立式車床
立式車床 立式加工中心
立式加工中心 臥式加工中心
臥式加工中心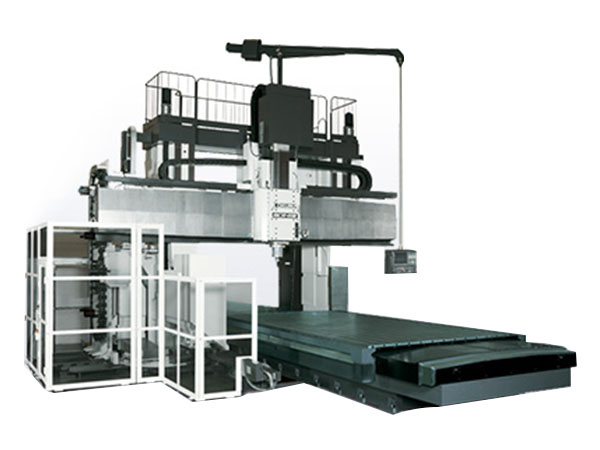 龍門式加工中心
龍門式加工中心 磨床
磨床 IT/CNC
IT/CNC LCR-270-e型數控車床
LCR-270-e型數控車床 LBR-370-e數控車床和車削中心
LBR-370-e數控車床和車削中心 MXR-V-e-立式加工中心
MXR-V-e-立式加工中心 MAR-H-e-臥式加工中心
MAR-H-e-臥式加工中心 MBR-H-e-臥式加工中心
MBR-H-e-臥式加工中心 GENOS-數控車床
GENOS-數控車床 GENOS-立式加工中心
GENOS-立式加工中心 GENOS-數控車床和車削中心
GENOS-數控車床和車削中心 LC-450
LC-450 LC-500
LC-500 LC-600
LC-600 LC-650
LC-650 LC-860
LC-860 JT動力刀塔-車銑複合
JT動力刀塔-車銑複合 JT斜軌-數控車床
JT斜軌-數控車床 CK平軌-數控車床
CK平軌-數控車床 聯繫人:張總
聯繫人:張總
 電話:18913517208
電話:18913517208
 座機: 0512-50135964
座機: 0512-50135964
 網址:www.chibeicnc.com
網址:www.chibeicnc.com
 地址:江蘇省崑山市開發區前進東路757號樓
地址:江蘇省崑山市開發區前進東路757號樓

